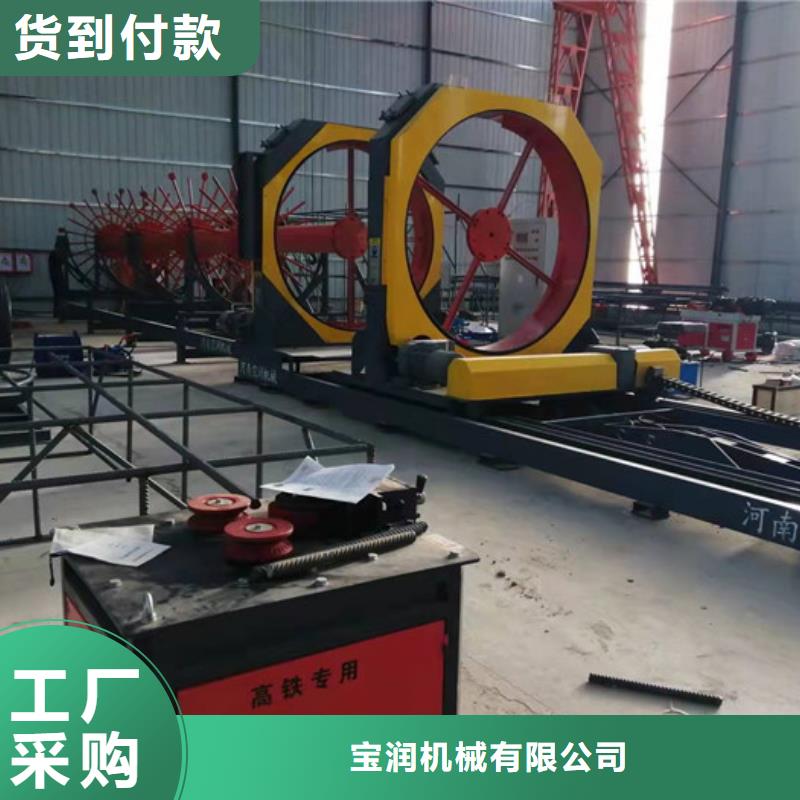
箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用,间距加强区每10㎝一道,一般区域每20㎝一道,误差应控制在规范许可范围内,施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d,焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d,打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便,弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机

买吉林小导管尖头机直接找源头工厂给您更好的产品

严格把控吉林小导管尖头机生产标准确保品质出厂的都是合格品

吉林小导管尖头机按需定制产能稳定满足多种需求

吉林小导管尖头机成熟技术团队和售后团队交货准时